Letters from Lodi
An insightful and objective look at viticulture and winemaking from the Lodi
Appellation and the growers and vintners behind these crafts. Told from the
perspective of multi-award winning wine journalist, Randy Caparoso.
Oak barrels, part 4 — Step by step visual of how barrels are coopered

At Tonnellerie Ô in Benicia, California, raised barrels are moved from fire to fire to execute the bending of oak staves into the classic shape of a Bordeaux-style barrique.
Continued from Oak barrels, part 3 — French and American silviculture and oak seasoning
Cooper's ancient art
That "necessity is the mother of invention" was an adage that probably predated even Plato (born around 425 BC), who wrote that down for posterity. So did wine barrels — in terms of predating Plato. Kazillions of wine lovers today would agree that if there was ever a great, great invention that goes back further than recorded history, it's probably the oak barrel: a timeless, elegantly composed piece of craftsmanship essential to the quality of so many of the world's greatest wines, not to mention whiskies, brandies, and fortified wines.
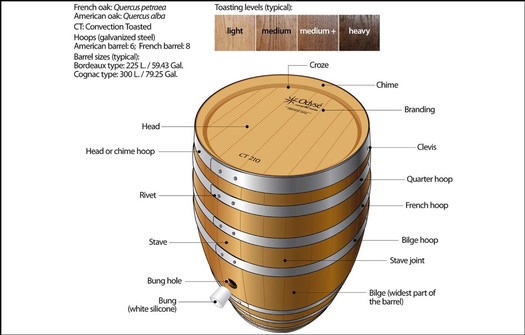
Barrel parts and typical toasting levels. Wikipedia.
{kind=link}
When Romans began trading with the people of neighboring Gaul around Plato's time, these Celtic tribes were already utilizing oak barrels to transport their beer and other goods. The beauty of the barrel is its shape; rounded in the middle, with a center bulge that is technically called a bilge. It is the curvature of a barrel that helps distribute the stress of large amounts of weight, liquid or otherwise (a fully filled, average-sized 225-liter wine barrel weighs over 600 pounds, or just under a third of a ton, and produces about 300 bottles of wine).
One of the advantages of a barrel's bilge is that the shape allows one person to roll and turn it in any direction with little effort, and the oval shape also allowed barrels to be easily stacked. Most likely it was Celtic coopers who first mastered the art of crafting these practically designed containers from timber growing in forests throughout Europe. European white oak was, and still is, the ideal wood because it is soft enough to be bent into curved shapes, yet tight-grained enough to furnish a water-tight seal.
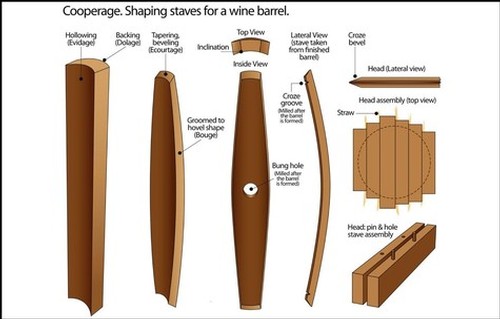
Shaping terminology for barrel coopering. Wikipedia,
For centuries, of course, the coopering of barrels was done entirely by hand. The hoops holding the oak staves were originally wooden; after galvanized steel came into usage in the late 1700s, metal hoops added to the durability. Because of the sheer amount of experience needed to master essential steps such as the precise tapering and bending of staves to create consistently shaped barrels, coopering was a craft mastered after years of apprenticeship and practice. For many centuries coopers were also born into the trade, and their knowledge and skills were passed down through generations of families.
For this pictorial, we visited Tonnellerie Ô, in the North Bay city of Benicia, California, where we watched Master Cooper Quinn Roberts and his team craft 225-liter Bordeaux barrels — the classic "barrique," used to age red wines vinified from grapes like Cabernet Sauvignon, Merlot and Malbec. While as you would expect, coopers such as Roberts now utilize technology and machinery to perfect certain stages of the coopering process, all the essential work is still done by hand, with a feel wrought by years of experience, pretty much in the same time-honored ways established well over 2,000 years ago.

A Cooper's hammer, one of the tools that has gone been pretty much unchanged over the past 2,000 years, with temporary hoops of galvanized steel utilized during the shaping of barrels.
The coopering process...
Oak stave preparation and cutting
Long before the French oak destined for the barrels coopered at Tonnellerie Ô's arrived at the cooperage this past June, the staves were cut to the correct length, width, and thickness for the production of 225-liter Bordeaux barrels, and then left to sit outdoors, exposed to the seasonal elements, for over three years, undergoing its seasoning process. As Mr. Roberts explains:
The purpose of seasoning is to dry the wood. Because wood shrinks as it dries, you can't make barrels that are structurally sound using wood with moisture content above 15%. As staves shrink, the joints between the staves open and they no longer form a watertight seal.

Once the wood has completed its seasoning (lasting anywhere from 2 the 5 years, 3 to 4 years is typical for top-quality barrels) and is delivered to the cooperage, each individual stave needs to be cut so that the middle of each stave is slightly wider than its ends. This will create the oval shape of the barrel. According to Roberts:
Regarding the tapered shape of the staves, the ratio of the width of the stave in the middle and its width at the ends is referred to as the “dropoff," which remains constant for each barrel type. What changes is the angle of the sides of each stave; the angle must be reduced below 90 degrees for all staves, but since narrower staves constitute a smaller fraction of the 360-degree shape of the barrel, their angle must be slightly closer to 90 degrees than the angle on wider staves.

What you also see in the photo above is that each stave is selected and arranged so that wider staves are alternated with narrower staves. Explains Roberts:
The reason for this is to avoid placing more than a few staves of the same width adjacent to each other. Too many narrow staves in a row will cause that part of the barrel to bow excessively during bending, and too many wide staves in a row will cause that part of the barrel to remain too flat. To maintain symmetry of the cylindrical shape of the barrel, the widths need to “balance” each other out.
To achieve this symmetry, this is where Tonnelleri Ô takes advantage of technology in the way of what is called an EDJE machine, which trims each stave at a correct angle, but in different widths. In French, the letters EDJE. refer to the four tasks of the machine: E for Ecourtage (trimming); D for Dolage (“backing” or back planing); J for Jointage (jointing); E for Evidage (hollowing).

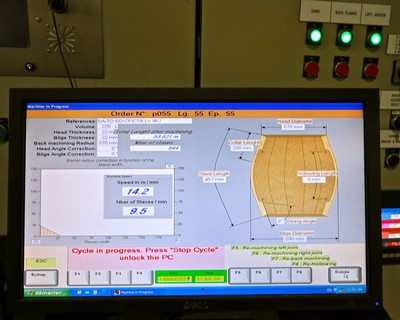
The photo below gives you a glimpse of the EDJE machine's control panel. Most of the numbers displayed are the machine settings for things like stave thickness, length, etc. according to the specific barrel being produced:
Raising the barrels
The "raising" stage of barrel coopering starts at a raising table, which is adjustable. Explains Roberts:
This is when individual staves going into a single barrel are laid out, wider staves next to narrower staves. The distance from one end to the other equals the diameter of the barrel at the center or bilge. A typical 225-liter Bordeaux barrel is about 67 cm in diameter, so the length of the table (circumference) equals pi x diameter: 3.14 x 67cm = 210 cm. The diameter of the 228-liter Burgundy barrel is 73 cm, so in that case, the length of the table is moved out to 3.14 x 73 = 229 cm.

When he finishes laying out the staves for a barrel, he writes three pieces of information on it: 1) the production order number; 2) the number of staves in the barrel; 3) the barrel’s sequential number. While a bunghole will eventually go into one of the wider staves, the location of the bung will be chosen later, following the barrel toasting.
The positioning of the staves within a temporary hoop (below) is the actual raising stage. At Tonnellerie Ô, this is aided by an apparatus called the Raising Machine, which helps hold the staves in place while the hoops are hammered firmly in place:

Bending (mise en rose)
The next stage, the most dramatic of the coopering process, is what the French call mise en rose; when each raised barrel (the rose) is warmed for about 25 minutes to make the straight staves pliable enough to be bent into the barrel’s characteristic ovoid shape:

Explains Roberts:
With a single fire as the heat source, it would only be possible to bend one barrel every 25 minutes, but we can increase our output by adding fires. The more fires we use, the shorter the interval between each barrel bending. You see the barrels being moved whenever a barrel exits the warming cycle after being bent and another barrel enters it to start the warming process.

Watering the staves further softens the wood fibers to help render them flexible enough to bend. Watering is part of the stage of the coopering process referred to as “warming.”

The firewood used for the open fires during the mise en rose and toasting stages are a byproduct of the stave jointing process, the ends of staves trimmed to length in the stave jointer.

In the next step, the now-pliable staves of the barrel are bent into the shape of a barrel with the help of a Bending Machine. The firepot in the center of the machine continues to heat the staves during bending to facilitate the process. Explains Roberts:
The staves are bent by pressing them together at the bottom. A temporary hoop is then buckled around the bottom of the barrel to hold the staves in place when the barrel is removed from the machine. More hoops are tightened around the bottom half of the barrel and the temporary hoop is removed to be used on the next barrel to be bent. The newly bent barrel then moves to the toasting fires.

Tonnellerie Ô Master Cooper Quinn Roberts (left) monitors the toasting process once the Bordeaux-shaped barrels have completed their bending stage:

Toasting (bousing)
Once the barrels are been bent into shape, the next step is a crucial one: the toasting process, or bousing. At Tonnellerie Ô, Master Cooper himself handles this task, adding oak chips to the fire as needed to maintain a very slow and patient firing of the wood on the inner surface of the barrel in order to attain a precise amount of toast, which will directly affect the organoleptic qualities of the wines that will eventually come in contact during the barrel aging process.

For these particular barrels, Mr. Roberts was monitoring the exact amount of heat (180° Fahrenheit) over the exact amount of time to attain a "blonde" toast (i.e., what most cooperages simply call "light toast") requested by one particular California winery paying for this ultra-premium, custom-coopered French oak barrels. These barrels are destined to go into a $275/bottle Cabernet Sauvignon program. The finished barrel in the photo below, on the right:

Crozer (grooves and bunghole)
Following the toasting, with the barrel still fitted with its temporary hoops, Tonnellerie Ô utilizes a machine called Crozer. Roberts tells us, "The Crozer automatically drills the bunghole in the center of the barrel, and it cuts both ends of the barrel in various ways to create three features: 1) the chime, or the chamfered end of the barrel; 2) the howel, a concave cut below the chime; and 3) the croze, which is a narrow groove that holds the head at the end of the barrel."

Chiming (barrel heads)
The chiming involves the fitting of two heads onto the ends of the barrels. The heads are composed of staves cut with tongue and groove sides (picture below). According to Roberts:
We use a machine called the Head Rounder, which cuts the "head squares" into circles and bevels the edge of the circle. the pointed edge of the head, or "basle," will fit into the "croze" of the barrel, which is the narrow channel that we cut into the ends of the barrel below the chime and howel. In this photo we are cutting a French oak head of 22mm thickness, going into Château style barrels.

Continues Roberts, on the photos below:
On the left, he is partially tightening a head hoop around the end of the barrel after inserting the head. The tightening is started manually and finished by a machine. On the right, you see him wrapping an unfastened head hoop around the barrel to determine its size before punching holes and pressing rivets to fasten it.

Punching holes into the galvanized steel hoops that will be permanently affixed to the barrel:

This machine (below) is called a “hoop press”. It tightens hoops on the barrel by grasping the barrel in its arms and pressing down on the top edge of the hoop. Its advantages over the equivalent manual task are greater accuracy, greater speed, and increased safety:

And for the final part of the chiming stage, Tonnellerie Ô utilizes a machine called the Head and Chime Autosander. One tool sands the head, the other sands the chime:

Finishing
Each barrel needs to be checked for leakage. Roberts explains how this is done:
We add 2 gallons of water to a barrel and pressurize it with air to start a mechanical agitation cycle that will rotate the barrel to coat the interior surface with a film of water. If there are any escape pathways for the water through the wood grain or the stave joints, the air pressure will push the water out of the barrel and create a leak. If a leak is detected through the wood grain, it will be sealed by spraying atomized food-grade paraffin on the surface of the wood at the origin of the leak. The paraffin will be drawn into the open wood pores and seal them off.

To track every barrel, a serial number is manually imprinted in the chime of each barrel:

A laser engraver is utilized to etch on the barrel head: 1) the cooperage's (Tonnellerie Ô) logo; 2) the customer’s (winery's) logo; 3) the barrel specifications on the head of a barrel:

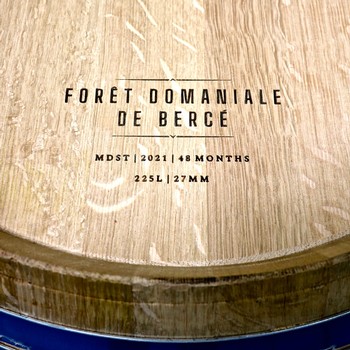
On this particular barrel (below) coopered by Tonnellerie Ô, the barrel specifications are translated as such:
• Sourced from France's National Forest of Bercé (Forét Domaniale de Bercé)
• Medium Slow Toast (MDST)
• Coopered in 2021
• 48 months of seasoning
• 225-liter capacity (Bordeaux barrel)
• 27mm stave thickness
Finished Bordeaux barrels with special-ordered blue steel hoops:

For a final, primarily ornamental touch, wooden hoops made from the branches of chestnut trees are wrapped around the ends of the barrel. Mr. Roberts tells us, "The ends are fastened by wrapping a small filament of metal wire around the ends. The ends of the hoops are then wrapped with wicker as another decorative element. There is no glue used, but the hoops are nailed into the barrel to prevent them from falling off."

French as well as American oak barrels shrink-wrapped and ready for shipment in Tonnellerie Ô:

A final look at a French oak barrel being toasted at Tonnellerie Ô:
